🌟Choosing Between High-Speed and Low-Speed Wire EDM
There are two main types of wire cut, with significant differences in precision:
- High-speed wire cut (WEDM-HS): Accuracy ±0.01–0.02 mm, surface roughness Ra 2–3 μm, low cost. Suitable for low-precision molds and fixtures.
- Low-speed wire cut (WEDM-LS): Accuracy ±0.002–0.005 mm, surface roughness Ra 0.1–0.4 μm, high cost. Precision mating parts and mold cavities require low-speed wire cut.
When specifying precision requirements on drawings, always explicitly state "low-speed wire cut," not just "wire cut." Manufacturers may use high-speed wire cut otherwise, resulting in vastly different accuracy.
Best Practice: Combine Both Processes
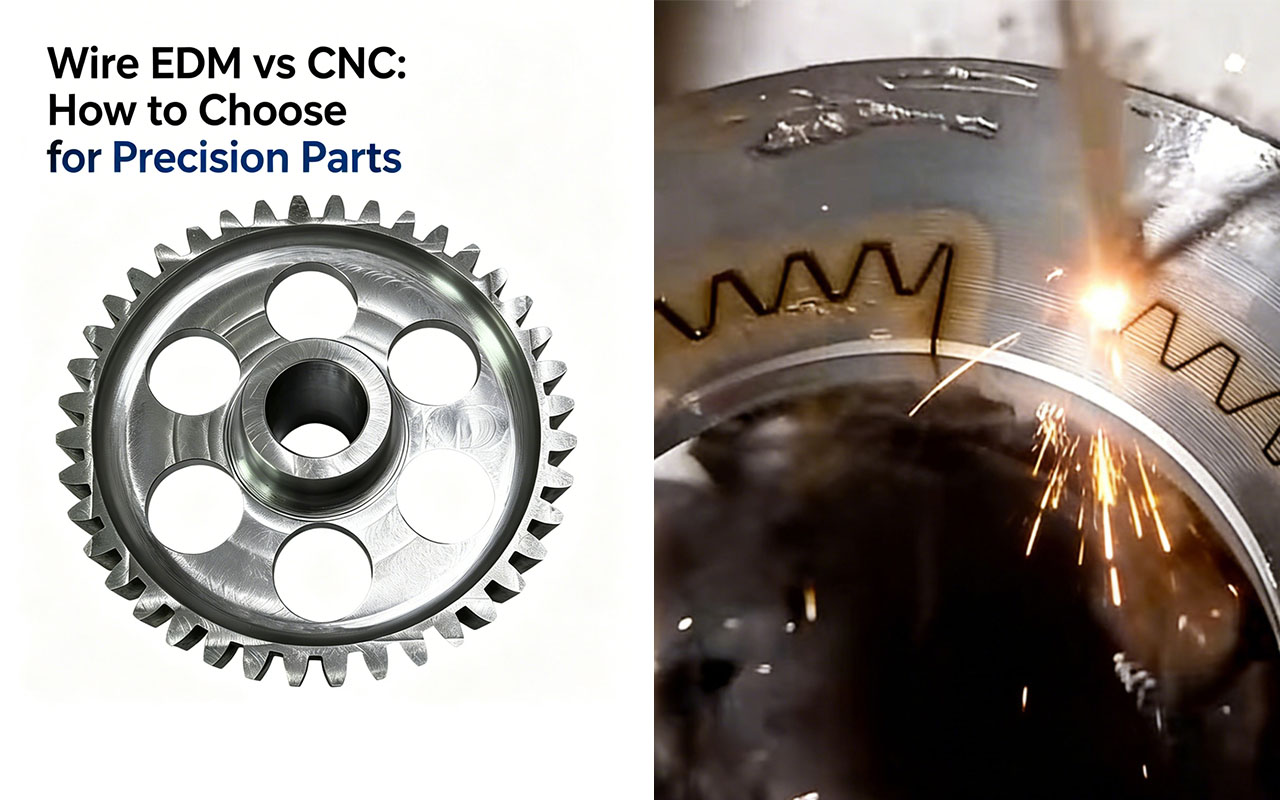
The most common and effective process route for precision molds and parts is:
CNC roughing (high efficiency for bulk material removal) + Low-speed wire cut finishing of cavities (high accuracy, no deformation from cutting force)
This leverages the strengths of both processes, delivering better results than using either alone.
The key takeaway: "Wire cut" is never a one-size-fits-all specification. Always specify low-speed wire EDM for critical precision work. Pairing it with CNC roughing will get you the best results, faster and more cost-effectively.
At Formex, we specialize in optimizing EDM processes for complex molds and parts. Drop us a message if you’d like to discuss your requirements.